




















Hot Products
-
Area Scan Color Camera
Area Scan Color Camera with 10GigE interface, 65MP, Resolution 9344x7000, 15.5 FPS, GMAX3265 sensorMore
-
Area Scan Mono Camera
Area Scan Mono Camera with 10GigE interface, 65MP, Resolution 9344x7000, 15.5 FPS, GMAX3265 sensorMore
-

Thermal Imaging Industrial Camera
Thermal Imaging Industrial Camera, Resolution 640x480, 25 Hz, PICO640S sensorMore
-

Thermal Dual Spectrum 25X Zoom PTZ Camera
Dual Spectrum PTZ Camera, 2MP Visual 25X Zoom, Thermal 640x480, 25 Hz, PICO640S sensorMore
-

Handheld Thermal Imaging Camera
Highly accurate handheld thermal Imaging camera, Resolution 640x480, 25 Hz, PICO640S sensorMore
-

3D Structured Light Camera
969-1573 mm Working Range, Near FOV 800mm×600mm, Far FOV 1300mm×1000mm, Accuracy<0.1%More
-

Area Scan Mono Camera
Area Scan Mono Camera with GigE interface, 12 MP, Resolution 4096x3000, 9.6 FPS, IMX304 sensorMore
-

Area Scan Color Camera
Area Scan Color Camera with GigE interface, 5 MP, Resolution 2448x2048, 24 FPS, IMX264 sensorMore
-

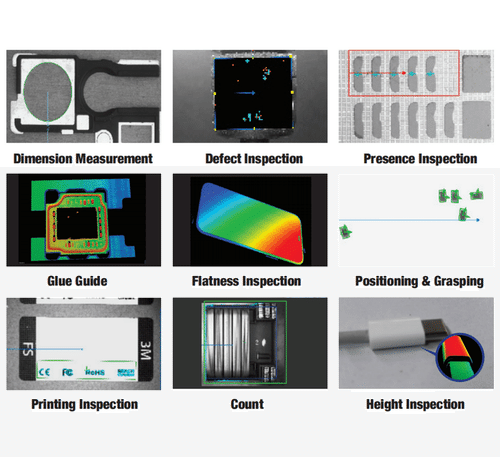
Electronics
In the electronics industry, the application of machine vision is becoming increasingly common. Whether it's for positioning assembly, component inspection, or whole product testing, machine vision plays a crucial role.Industrial Solutions
-

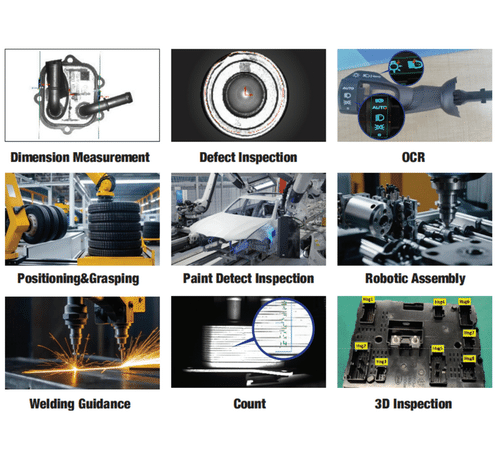
Automobile
From assembly to final inspection, nearly every system and component within a gas-powered, hybrid, or electric vehicle is manufactured with machine vision and barcode reading technology.Industrial Solutions
-

Medical
The medical packaging industry imposes exceptionally stringent requirements on product quality and safety. Across various aspects such as pharmaceuticals, reagents, and medical equipment, strict quality control measures are indispensable. However, traditional inspection methods often struggle to meet such elevated standards, particularly in manual inspection where subjective factors significantly influence outcomes, leading to potential oversights or errors. Hence, the introduction of machine vision inspection technology emerges as a crucial necessity.Industrial Solutions
-
Metal
Surface defect detection of steel pipes currently relies mainly on manual methods, which suffer from issues such as low efficiency, missed detections, and false alarms, and cannot fully reflect quality.Industrial Solutions
-

Food & Beverage
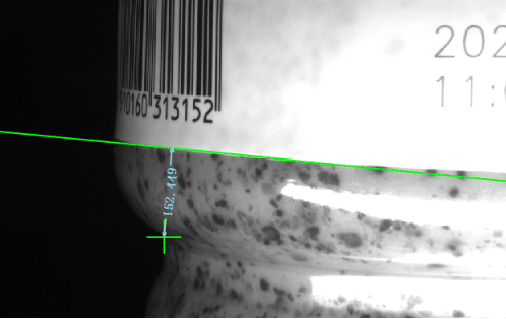
Food packaging inspection includes bottle quality inspection, film sealing inspection, liquid level inspection, etc. In the past, there are problems such as high labor cost and unstable inspection through manual inspection.Industrial Solutions
-

Logistics
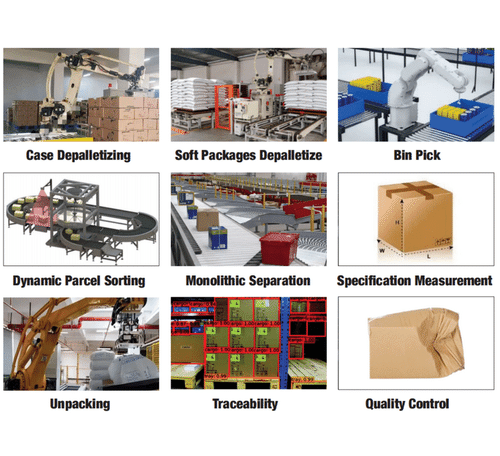
Given the immense volume of express transit packages and limited space, coupled with the bottleneck in manual efficiency, where increasing manpower is not a viable solution to enhance transit efficiency, the automation of logistics transit has become the inevitable choice for logistics companies.Industrial Solutions
-

Fabrics & Leather
With the intensification of market competition, traditional manual inspection methods are no longer able to meet the demand for high efficiency and high quality production.Industrial Solutions
-
Plastic
Machine vision technology is an automatic detection and identification technology based on artificial intelligence, which plays an irreplaceable role in the injection molding industry.Industrial Solutions
LinkedIn Updates
-

MSTAR TECHNOLOGIES
2 years ago ago
 Our Vision Tech
Our Vision Tech
MSTAR TECHNOLOGIES
2 years ago ago
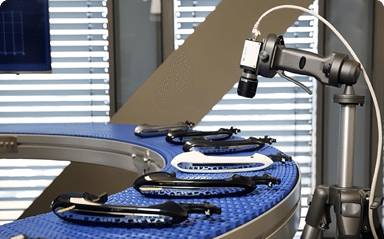
 Food & Beverage Vision Applications —— Label Detection
Food & Beverage Vision Applications —— Label Detection -
MSTAR TECHNOLOGIES
2 years ago ago
 Food & Beverage Vision Applications —— Material breakage detection
Food & Beverage Vision Applications —— Material breakage detection
MSTAR TECHNOLOGIES
2 years ago ago
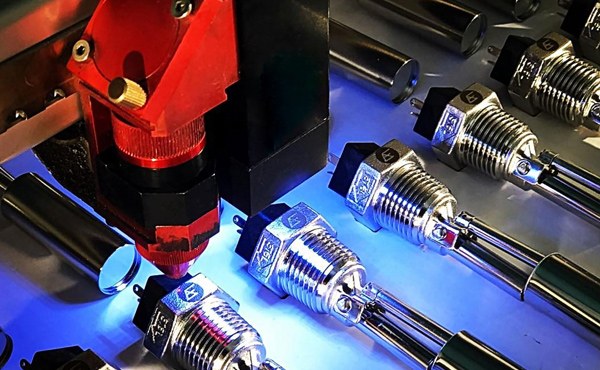
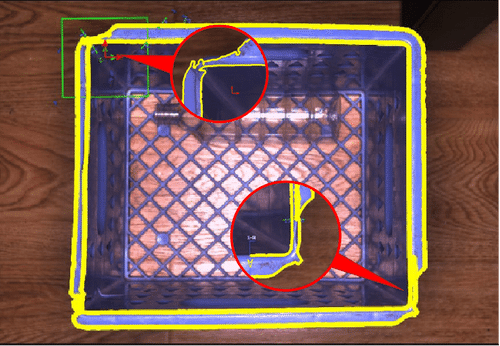
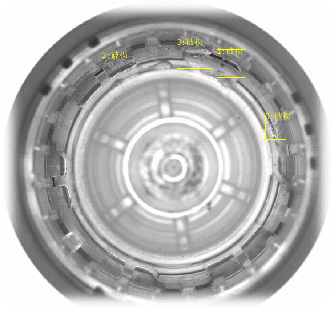 ? Food & Beverage Vision Applications —— Bottle cap internal serration detection
? Food & Beverage Vision Applications —— Bottle cap internal serration detection -
MSTAR TECHNOLOGIES
2 years ago ago
 Machinevision : production wizard for Textile factories
Machinevision : production wizard for Textile factories
MSTAR TECHNOLOGIES
2 years ago ago
 Machinevision: production wizard for logistics factories
Machinevision: production wizard for logistics factories -
MSTAR TECHNOLOGIES
2 years ago ago
 Machinevision production wizard for electronics factories
Machinevision production wizard for electronics factories
Mstar Technologies,Inc
2 years ago ago
 Machinevision: the production wizard of automotive factories
Machinevision: the production wizard of automotive factories
News
-
November 27 , 2024
EXHIBITION RECAP|SMART NATION EXPO 2024
Expo News
November 27 , 2024
EXHIBITION RECAP|SMART NATION EXPO 2024
Discover how MSTAR TECHNOLOGIES made a remarkable impact at Smart Nation Expo 2024 in Malaysia, showcasing cutting-edge machine vision products, including infrared thermal imaging systems, handheld cameras, and intelligent PTZ solutions.
More
-
October 01 , 2024
EXHIBITION RECAP|MSTAR TECHNOLOGIES at CIIF 2024
Expo News
October 01 , 2024
EXHIBITION RECAP|MSTAR TECHNOLOGIES at CIIF 2024
MSTAR TECHNOLOGIES showcased its latest advancements in machine vision at CIIF 2024, including AI-driven robotic vision and high-speed bottle cap inspection systems. With a wealth of industry experience and innovative solutions, we provide intelligent production solutions for numerous industries.
More
-

June 22 , 2024
MSTAR TECHNOLOGIES at VIMF 2024
Expo News
June 22 , 2024
MSTAR TECHNOLOGIES at VIMF 2024
From June 18 to 21, 2024, Mstar Technologies successfully participated in the Vietnam Industrial and Manufacturing Exhibition. The Vietnam Industrial and Manufacturing Exhibition is one of the largest industrial exhibitions in Vietnam, focusing on showcasing machinery, equipment, technology, and manufacturing solutions.
More
-

June 15 , 2024
EXHIBITION RECAP|MSTAR TECHNOLOGIES at IMAGE SENSING SHOW 2024
Expo News
June 15 , 2024
EXHIBITION RECAP|MSTAR TECHNOLOGIES at IMAGE SENSING SHOW 2024
From June 12 to 14, 2024, MSTAR TECHNOLOGIES successfully debuted at the IMAGE SENSING SHOW 2024 in Yokohama, Japan, showcasing our latest machine vision products and solutions to industry professionals from around the globe.
More
-

May 02 , 2024
Hannover Messe 2024, Mstar Technologies Showcases Cutting-Edge Innovations
Expo News
May 02 , 2024
Hannover Messe 2024, Mstar Technologies Showcases Cutting-Edge Innovations
HANNOVER MESSE has been a hotspot for the industry for over 70 years. This year, under the theme "Energizing a Sustainable Industry," the focus was on sustainability and the synergies among artificial intelligence, machine vision, digitalization, automation, and renewable energy. MSTAR TECHNOLOGIES proudly made its debut at this leading trade fair from April 22 to 26, 2024.
More





